欢迎来到泰安北方封头有限公司网站!

 18605380589
18605380589







蝶形封头都不能分开自己 的压力容器集体手艺水平、平安节制要乞降质量保证要求的客不美观前说起其演变。不锈钢封头为了使中国压力容器行业走向 ,标准化的事情必需环绕 化的主题开展,焦点事情有以下几个方面: 深切研究和调整现在的有关压力容器的标准系统,使之适当于压力容器生产市场化的要求:开展压力容器有关标准的系统研究,转变现在压力容器相关标准内容一再、内容矛盾和办理杂乱的场合排场。是以,标准的前辈性若何,应 先表现在标准是否能有用地保证压力容器产品的平安性和经济合理性,其次才是是否浮现了代表时代的手艺本事的应用和是否能敦促行业的手艺前进。 标准的内容不单反映了压力容器行业及其相关行业的总体手艺水平,还浮现出压力容器的计划、建造系统的总体质量节制水平。以此权衡,我国的压力容器标准与国外成熟的标准尚存在必定的差距,具体表现在标准系统尚不完竣,标准内容还不够完整,一些手艺及办理要求不尽合理以及反映相关今世手艺不够等。承压设置装备摆设均涉及人身平安,应由统一的手艺和办理归口单元当真,也有利于政府有关办理部门实施平安监察。





横梁的主要构件顶板、腹板、 底板各有三块板拼接而成,且均为全焊透焊缝。在组装前对拼接板的坡口应严酷 搜检,合适要求后方可进行组装焊接。具体焊接工艺步伐如下: (1)横梁的顶板、底板和腹板在拼接时,都应使深坡口向上,且上口应确保平 齐,两侧长边也应平齐,并要求不锈钢弯头对接缝的两头安置引弧板和引出板。 (2)横梁两头的定位焊应不小于200 mm,定位焊的焊脚尺寸不小于 6 mm,要 求腹板双面进行同样尺寸的定位焊。腹板中心的定位焊长度不小于75 mm,间距 为250一300 mm,接纳双面交织定位焊,焊脚尺寸年夜于4 mm. (3)底板与腹板定位焊时,需按划定预热至100一150’C,为使厚板(年夜于 300 mm)预热平均,淘汰应力,应同时摆设三块电加热板。 (4)横梁拼板对接前,应先搜检不锈钢三通定位焊缝是否有裂纹,在确认无裂纹后方可正 式焊接。

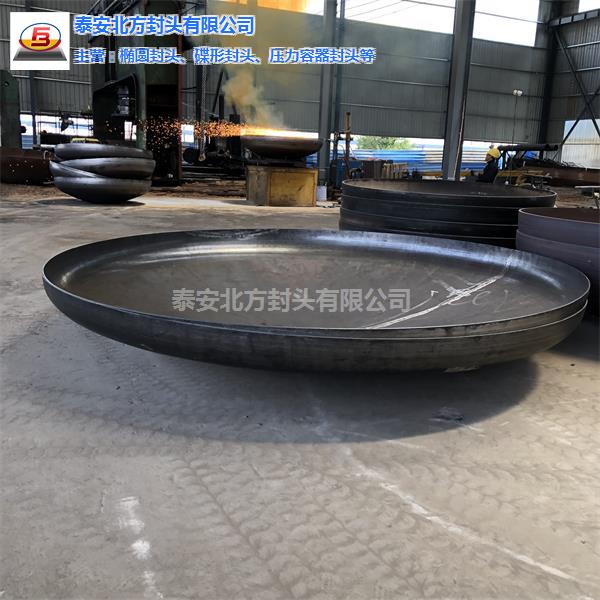
罐体用浅蝶形封头形状误差主要就是指它的椭圆度不达标,从而影响到封头的安全性、稳定性和疲劳性。对此,椭圆封头组装的时候还是要借助卡具,如果是直径大、厚度薄的封头,还须加设支撑,压力罐封头是化工、炼油设备中常见的冲压零件.

扫一扫手机网站










 在线客服
在线客服 18605380589
18605380589 tabfft@163.com
tabfft@163.com